
Vibro-Acoustic Testing Applied on Tap Changers and Circuit Breakers
VIBRO-ACOUSTIC TESTING APPLIED TO TAP CHANGERS AND CIRCUIT BREAKERS
Fouad Brikci, Ph.D.
Zensol Automation Inc.
Abstract
Between 40 and 50 % failures (CIGRE report) on high voltage circuit breakers and tap changers on high voltage transformers are of mechanical origin.
The vibro-acoustic testing methods applied for both type apparatus have been able to detect numerous mechanical anomalies.
This article will describe the theoretical aspects, the measurements methods and real successful cases of the vibro-acoustic testing methods. We will show how to interpret vibro-acoustic signatures simply. We will introduce also differences and similitudes between the breaker testing and the tap changer testing.
For example, in a breaker case, the vibro-acoustic test has permitted to detect precisely that the origin of a SF6 gas leakage was due to a high impact of a mobile element on the breaker carter.
The repetitive vibro-acoustic test has permitted to adjust precisely the strength of the impact without affecting the mechanical breaker performance.
In Tap Changers example cases, we will show how synchronism and wear contact problems are easily detected ON LINE or OFF LINE.
Finally, after a campaign of real tests realised in Hydro-Québec substations on both type apparatus, we will evaluate the efficiency of the vibro-acoustic testing in a maintenance program.
Between 40 and 50 % failures (CIGRE report) on high voltage circuit breakers and tap changers on high voltage transformers are of mechanical origin.
The vibro acoustic testing methods applied for both type apparatus have been able to detect numerous mechanical anomalies.
The generalisation and introduction of this testing method is slowed because the testing tools are apparently difficult to use and the test results are difficult to interpret.
We present here the implementation chosen by Hydro-Québec and its industrial partner, Zensol. Using a gradual and methodical implementation strategy, backed by a simplification of the testing tools and by the setting up of interpretation seminars oriented toward transformer specialists, it is possible to obtain the best out of this method. We will attempt to demystify the apparent complexity of interpreting signatures, to highlight the great benefits that this testing method has to offer.
The method, as applied to tap changers, is described in the first part, and its application to circuit breakers is described in the second part.
1) Vibro-Acoustic Applied to Tap Changers
This new method allows early detection of most common OLTC malfunctions such as contact wear, arcing in diverter and selector, synchronism problems, drive mechanism problems, and brake failures.
The existing tools and methods to reduce the OLTC failures are mainly:
- Thermographic Analysis
- Dissolved Gas Analysis (DGA)
- Dynamic Resistance Analysis (off-line)
- Motor Current Analysis
All these methods are compared in Figure 1, and we notice that the vibro-acoustic method can prevent most OLTC failures. In fact, the vibro-acoustic method described here combines the vibro-acoustic analysis advantages with the motor current analysis advantages.
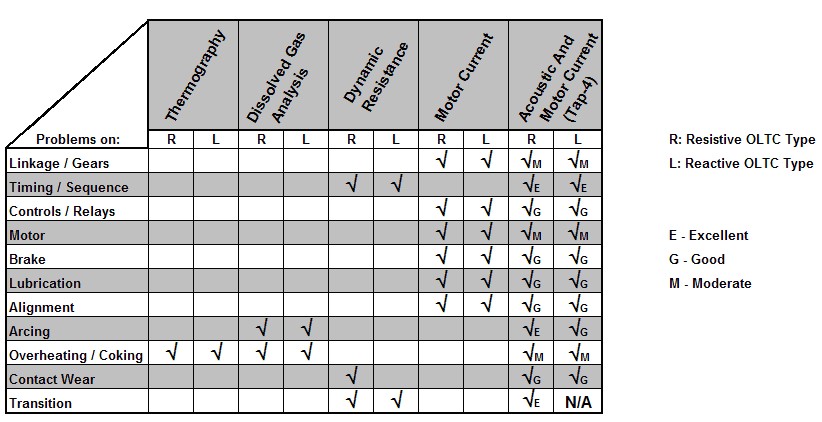
Table 1
Diagnostic Methods Comparison
1.1 Diagnostic Principle
We have noticed that each operation of any On-Load Tap Changer (OLTC) produces a vibroacoustic wave pattern (or signature or footprint) that is transmitted through structural elements.
With a vibro-acoustic sensor (an accelerometer), we can record this signal (the same way a stethoscope picks up a person’s heartbeat). A stable OLTC always shows consistent signatures. Any degradation of the OLTC induces changes in the vibro-acoustic signature that our “human eye” is able to easily detect. In fact, we are able to carefully observe these signatures, to analyze them in fine detail, and to compare signatures between each other. We are also able to only consider the “shapes” of the signatures to deduce any similarities or differences.
The next step is to find adequate mathematical tools to process the raw data signals and to keep only the pertinent information such as “the typical shape” or the typical signature of each OLTC.
Based on the previous observations, a good idea would be to build a database of healthy and unhealthy (good and bad) signatures unique to each OLTC. The healthy ones could be our references. The unhealthy signatures could characterize and recognize various tap changer problems (such as contact wear etc.).
Then, using these reference signatures, it is easy to compare OLTCs of similar types, to observe the evolution (trending) of the signature of a particular OLTC over time. If the signature deviates from the reference, the OLTC may be opened to complete the analysis.
Hydro-Québec’s challenge, over the past 15 years, has been to provide users with a system combining an instrument and software containing all the necessary tools, as well as providing a database containing all the signatures (good and bad) of their OLTCs.
This tool, after 5 years of use within Hydro-Québec has demonstrated its ability to reduce maintenance costs associated with transformer failures. These encouraging results have led to the next step, which is to do a quick, yearly vibro-acoustic test at the same time as the Dissolved Gas Analysis (DGA) test.
At this time, the database easily available contains signatures of many OLTCs:
- MR Reinhausen models: C, D, E, F, G, M, T
- ABB UC models: B, C, D, G, L
- ABB UZ models: B, C, D, E, F Federal Pioneer: resistive type.
This database is continuously growing, with other OLTCs used by other North American and European utilities and Transformer manufacturers throughout the world.
1.2 Data Recording Instrument
All measurements reported are done with a high-performance computerised and software driven data acquisition system available easily today. The main features of this system are four parallel analog inputs (one for the current sensor and three for the accelerometers), a sampling frequency of 100 KHz (100 Kilo samples/s or 10 microseconds sampling time), a resolution of 16 bits for the analog-digital inputs converters and an unlimited capacity of recording. The “unlimited recording capacity is due to the fact that usually the recording time is from a few seconds up to 30 seconds, and the sampling time of 10 microseconds is due to the rich frequency content of the vibro-acoustic signal to be analyzed. The recording is automatically started and stopped by the motor drive current. Other recording modes are also available for unusual tap changers or flexibility of measurement.
We, of course, do not recommend lower performance data acquisition test systems because they will affect the results of the analysis and the reference database signatures could not be used for comparison purposes.
The sensors used consist typically in more than 80% cases of two transducers: one open clamp current sensor and one accelerometer. We could use more than one accelerometer for separated tank tap changers, or to detect easily synchronism problems.

Figure 1: The TAP-4

Figure 2: Transformer
1.3 Vibro-Acoustic Measurement, Installation, Location, Recording Methods
The vibro-acoustic measurement is done with a piezo-electric accelerometer. It has a wide frequency and good linearity through out the ranges. It is relatively robust and reliable so that its characteristics remain stable over a long period of time. The typical sensitivity of the accelerometers used in tap changers is 100 mV/g, the measurement range is +/-50g, the frequency range is better then 15 kHz with a nonlinearity under 1%, the resonant frequency is better then 45 kHz and the overload limit is +- 5000g.

Figure 3: Studs-a

Figure 4: Studs-b
It is recommended to mount the accelerometer on a mounting base (see figures). The mounting base may be easily installed with “super glue”, once the mounting surface is cleaned of all dirt and grease. The mounting base is permanently attached to the transformer, which has the advantage of making all subsequent measurements in the same location, thus making it much easier to compare signatures on a particular tap changer.
It is also possible to use beeswax for quick measurements without affecting the frequency response of the vibro-acoustic signal. Avoid using magnetic mounting bases because they radically reduce the signal’s frequency response. To understand this, a signal with a bandwidth of 31 kHz is cut down to 7 kHz!

Figure 5
Studs Installation
The selection of the mounting point is an important decision that will affect all subsequent measurement campaigns. Many parameters must be considered:
- If the transformer is on line, keeping a safe distance is a consideration. Recommendations for sensors position must take that into account.
- If the transformer is off line, then maintaining a safe distance is no longer a problem.
- It is recommended to install the bases near rigid structural elements such as reinforcement beams or clamps, or more precisely about 15 cm below the edge of the cover plate (see Figure 6).
- Avoid gas-filled areas and look for locations below the level of the oil.
- It is recommended to avoid the middle of large plates or compartment doors. These surfaces generate their own vibrations, which affect the sensitivity of the vibro-acoustic signatures.
- If you are not sure where best to install the accelerometers, despite available documentation, the best advice is to obtain two or three identical accelerometers, to select a specific tap, to choose two or three locations according to one’s best judgement, then operate the tap changer always on the same reference tap, and compare the recordings (amplitudes and envelopes).
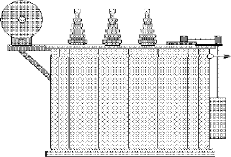

Figure 6: Accelerometer Installation
1.4 Current Measurement of Motor Drive Mechanism
This motor allows the tap changer to move from a position to another. We measure the current (AC or DC) of this motor through an open core current transducer.

Figure 7 :Motor Drive

Figure 8: Current Clamp
The current complements the diagnostic by indicating motor condition and mechanical torque fluctuations.
1.5 Vibro-Acoustic Recording Method
If the transformer is on line, in order to stay within an acceptable range of voltage regulation, it is recommended to only raise or lower the position by one tap.
If the transformer is off line, the measurement system is able to record up to 70 tests to cover the complete tap ranges of all the possible types of tap changers used worldwide.
As a rule, the recordings must be made under conditions that resemble actual operating conditions as closely as possible. For example, one must not attempt to make measurements if the oil tanks are empty.
Once the tests are complete, it is easy to quickly test several transformers in one day. The person in charge of maintenance planning can then prioritize maintenance work thanks to the signature interpretation results.
1.6 Vibro acoustic processing
To help analyze and interpret raw vibro-acoustic signals, Hydro-Québec has developed a patented mathematical method that transforms the raw signal data into more stable, coherent and intuitive signal envelopes that are more easily compared.
One notes that this processing (Figure 9) includes filtering and the extraction of both high and low frequency envelopes. This processing helps reduce the size of the recordings. It is then easy to spot, for example, impact peaks from the tap changer within these envelopes.
Experience has shown that mechanical phenomena tend to appear in the low frequency envelope (between 2 and 10 kHz), while electrical events (arcing) show in the high frequency envelope (between 10 and 20 kHz).
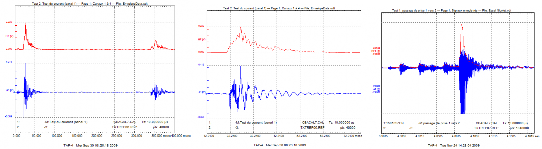
Figure 9
Vibro-Acoustic Envelope Extraction, Vibro-Acoustic Envelope vs. Raw Data
For example, if a certain type of tap changer has no anomaly, the HF and LF envelopes will have similar amplitudes and will be virtually identical. Contact wear may be revealed by superimposing these envelopes. These envelopes, along with the current signature, constitute the reference signatures which are then stored in a database of typical signatures.
1.7 Current Processing
Similar processing is applied to the current of the motor.
Rather than observing the oscillations at 60 Hz, it is easier to emphasize only the variations of amplitude directly associated to drive mechanism and fluctuate with motor torque. The current complements the diagnostic with motor condition and mechanical torque fluctuations.
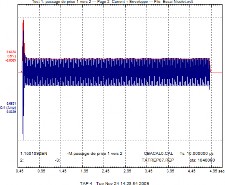
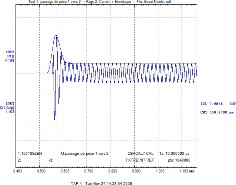
Figure 10
Extraction of Current Envelope, Current Envelope vs. Raw Data
1.8 Interpretation of Signatures
The basis of the analysis is understanding the sequence of mechanical events during a tap changing operation. The recorded impacts are then associated with actual mechanical events. The vibro-acoustic analysis method, despite its apparent complexity of interpretation, contains extremely simple steps, some of which are described here.
1.9 Transition Time Measurement Example
Figures 11 to 15 show a clear example of the sequence of a tap changer operation over time (courtesy ABB). The successive snapshots were taken by a high speed camera. One can see the second impact of the main contact opening, at upper right, and the fourth impact of the auxiliary contact at lower right. The transition time between impacts 2 and 5 is typically 40 milliseconds for the ABB UCB and 70 milliseconds for the ABB UCC, with contacts in good condition. Different results would be a cause for concern about the state of the contacts.
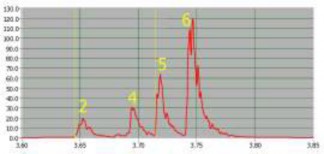
Figure 11 Vibro-Acoustic Interpretation

Figure 12: Peak 2

Figure 13: Peak 4

Figure 14: Peak 5

Figure 15: Peak 6
1.10 Example of Contact Wear by Missing Impacts
In this case, contact wear is confirmed by opening up the ABB UCCRN tap changer and replacing the arcing contacts, as highlighted by the traces below. The Figure 16 shows the signatures of the current in blue, the HF signature in red, and the LF signature in green prior to repair.
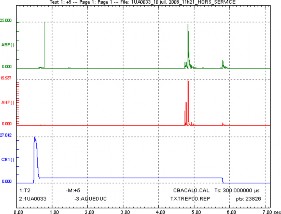
Figure 16
Visualization of the Acoustic Trace before Inspection
The time-expanded signal (Figure 16) in the Figure 17 shows three impacts in the tap changer before the repair.
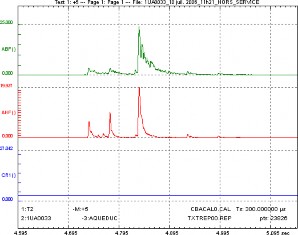
Figure 17
Visualization of the Amplified Trace before Inspection
Figure 18 shows five impacts, after the repair, which matches the reference signature.
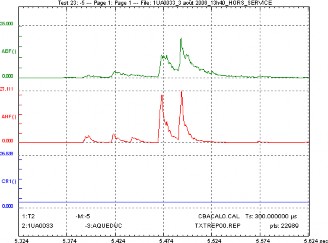
Figure 18
Visualization of the Acoustic Trace after Repair
The Figure 19 shows old and new signatures on the same graph.Over time, a tap changer’s acoustic signature should remain very stable. In fact, when superimposing the signature of the same OLTC taken at different moments, they should be almost identical. In our case, Figure 19 shows the signatures greatly differ, thus signalling contact wear.
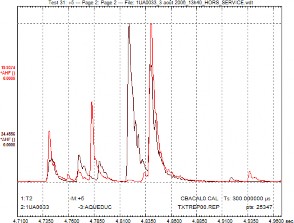
Figure 19
Superimposed Old/New Contacts
Figures 20 and 21 show the new contacts while Figure 22 shows the worn one.

Figure 20: New Contact ABB UCCRN

Figure 21: New Contact ABB UCCRN

Figure 22: Worn Contact
1.11 Asynchronism Example
Certain types of signal analysis may be easily performed without a reference signature. The example shown in Figures 23 and 24 demonstrates a switching operation signal delayed by 120 milliseconds after the end of the current envelope.
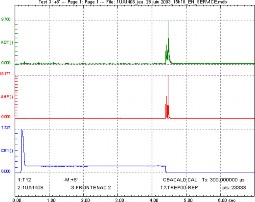
Figure 23: Commutation Delay – a
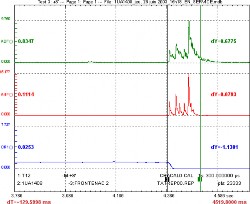
Figure 24: Commutation Delay – b
The repair was simply to uncouple the drive motor in order to adjust it so the switching occurs before the motor current drops. Figure 25 clearly illustrates this.
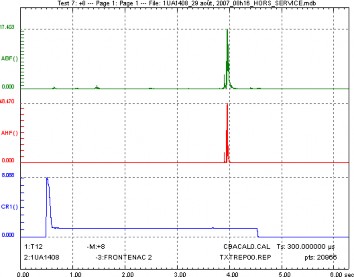
Figure 25: Commutation Delay c
1.12 Desynchronized impact detection example
Many simple tests are possible using several accelerometers and highlighting any desynchronized impacts between the three transformer phases, when they occur.
The transformer in Figure 26 shows the three separated tanks for each OLTC. The on-line test here is impossible. The two accelerometers could be used to test the synchronism between the two separate tanks.
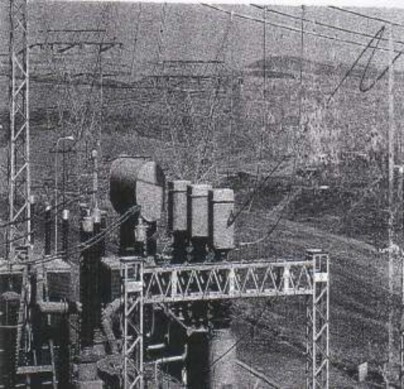
Figure 26: UK Transformer
1.13 Example of poor lubrication
An easy interpretation example is shown by the unusual shape of the motor current which increases at the end of the movement. Lack of lubrication leads to larger torques felt by the motor. As a result, the motor current can see sharp increases (Figure 27).
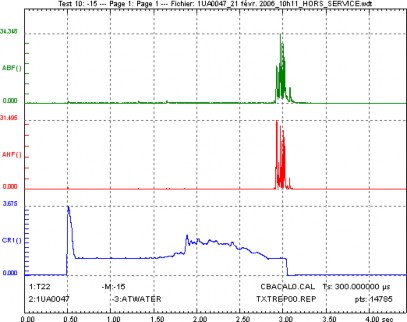
Figure 27: Lack of Lubrication
More detailed and closer analysis may be performed by specially-trained support personnel. One example to follow is that of medical radiologists which receive specialized training in interpreting X-ray images and thus are able to emit valid diagnostics. In this manner, teams of electricians assure quality, which is then interpreted by the specialized support personnel trained in vibro-acoustic analysis.
2) Vibro-Acoustic Testing Applied to Circuit Breakers
Studies of circuit breaker failures also reveal that most failures are of mechanical origin. The table below details this:
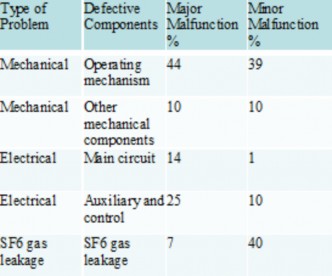
Table 2
Origin of Circuit Breaker Failures
The existing tools and methods to reduce breaker failures are the timing test (off-line), the motion test (off-line), the Dynamic Resistance test (off-line).
The vibro acoustic test described here could easily complement all these tests because there is no need for additional downtime on the breaker.
We present here cases where this method has proven its efficiency in the field, where other types of tests have not given any abnormal indications. Another interesting feature of this method is that the vibration allows the adjustment of breaker parts with an extreme precision
(DeLery Case Study),
2.1 Diagnostic principle
In the same way as tap changers, circuit breakers generate typical vibro-acoustic signatures while they operate. The nature of these “sounds“(presence or absence, amplitude, timing, spectral composition, etc.) is an indication of the equipment’s state.
The method is also based on the comparison of the vibration signal to be analyzed and a reference vibration signal. This reference signal can be a vibration pattern taken at the circuit breaker’s commissioning, or a vibration pattern of another phase or two other phases, or a vibration pattern of a circuit breaker of the same family. Several vibration signals are typically measured during 3 or 5 consecutive breaker closing and opening operations.
The analysis is based on the detection of variations between two recordings:
- Identification of amplitude and time differences
- Comparison of general shapes (envelopes) of the signals.
Based on this analysis, users can make a decision on the state of the breaker under examination.
2.2 Vibro-acoustic measurement principle
Accelerometers positioned at strategic points are used. The probe location figure shows a case where we have installed 12 accelerometers, to try to find the best locations for future testing. The idea here is to reduce the number of accelerometers to install in routine tests. The accelerometers present the same characteristics as the tap changers accelerometers except that the maximum amplitude is now +/-500g and sometimes +/-1000g because of the very high amplitude impacts developed by the breakers.
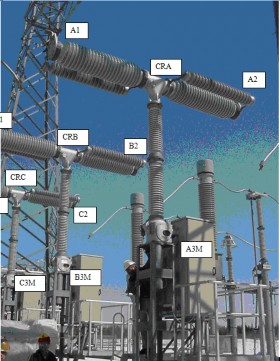
Figure 28: Accelerometer location
The instrument used is also a high performance computerized, software driven data acquisition system (see Figure 29). The sampling time to record breaker vibrations is also very different from the tap changers and is fixed at 5 microseconds or 200 kHz sampling frequency.

Figure 29: The CBAPlus
All mathematical processing are quite similar and the envelope is always a very useful analysis tool.
2.3 Bad assembly example
Here is an example where only vibration testing helped to discover an assembly problem.
The following figure (Figure 30) shows an abnormally high impact (600g) and a different envelope (or shape) on a carter breaker on phase B. The vibration shapes and the amplitude for phases A and C were quite similar in shape and amplitude around 80g. All other tests, such as timing and motion, gave good results. Finally the decision was taken to open the suspected breaker phase. It was discovered that there was a mechanical part that was mounted in reverse.
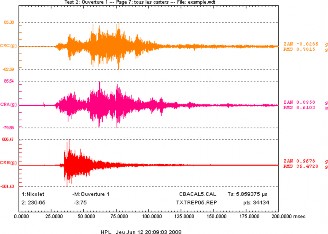
Figure 30: All Carters
The Figure 31 shows the bad assembly (rollers) at the top of the picture.

Figure 31: Inversion
2.4 Bad adjustment example
The last example shows two cases where a bad adjustment has broken the casing of a breaker that has produced an explosion and the other has produced a SF6 alarm. These two cases have been detected thanks to vibration testing.
The Figure 32 shows the high impacts for the middle trace which is phase C. The middle signal phase B shows high amplitude impacts around 1300 g, whereas phases A and C show amplitude around 500 g.
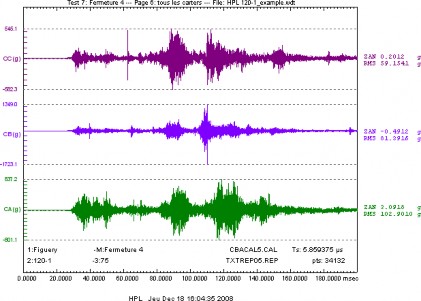
Figure 32: Bad Adjustment Before Repair
The Figure 33 shows the final impacts when the adjustment has been completed. This figure shows similar shapes and amplitudes for all three phases.
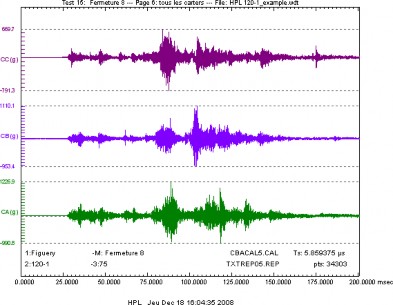
Figure 33
Good Adjustment After Repair
The Figures 34 and 35 shows the impact marks inside the casing of phase B (part 1 touching part 2).

Figure 34: External Carter

Figure 35: Internal Carter
References
- CEATI REPORT No. T063700-3038 – “Vibro-acoustic tap changer diagnostic demonstration:
Final Report” – Prepared by Hydro-Québec – IREQ Varennes, Québec, Canada
- Fiches Diagnostiques – ABB UC – modèles B, C, D, G et L – Hydro-Québec – 17 December 2009
- Hydro-Québec – References Signatures Database – 17 December 2009
- “Diagnostics vibro-acoustiques pour disjoncteurs à haute tension” – PPT presentation – January 2009 – Hydro Quebec – Michel Landry
- “On-lIne Testing of On-Load Tap Changers with a Portable Acoustic System” – By M. Foata, R. Beauchemin, and C. Rajotte – ESMO Proceedings, 2001
The following references are recommended:
- Bengtsson, M. Foata, et al., “Acoustic Diagnosis of Tap Changers,” CIGRÉ 1996 Session, paper 12-101.
- Simas et al. “Vibration Monitoring of on-load Tap Changers using a Genetic Algorithm,” Instrumentation and Measurement Technology Conference, 2005. IMTC 2005. Proceedings of the IEEE, Volume 3, Issue , 16-19 May 2005, page(s): 2288-2293
- Kang, and D. Birtwhistle, “Condition monitoring of power transformer on-load tapchangers II. Detection of ageing from vibration signatures,” IEE Proc. Gen. Trans. and Distrib. 148, 307-311 (2001)
- Williams, “Condition monitoring of OLTCs using vibration analysis,” TechCon Asia 2006.
Biography
Dr. Fouad Brikci is the president of Zensol Automation Inc. He was the first to introduce the concept of truly-computerized test equipment in the field of circuit breaker analyzers.
As a former university teacher in Ecole Polytechnique – Algiers and CNRS -LAAS researcher in France, Dr. Brikci has developed experience in the fields of electronics, automation, and computer science. Most activities were focused on the industrial application of computers. Among his achievements are the development of fully computerized measuring systems for quality control in circuit breaker manufacturing, laboratories, and maintenance services of electric utilities.
Dr. Brikci holds a PhD in Electronics and a Master in Sciences in EEA (Electronics, Electrotechnics, and Automation) from the University of Bordeaux, France.